Fardeleuses
Réf: FA30
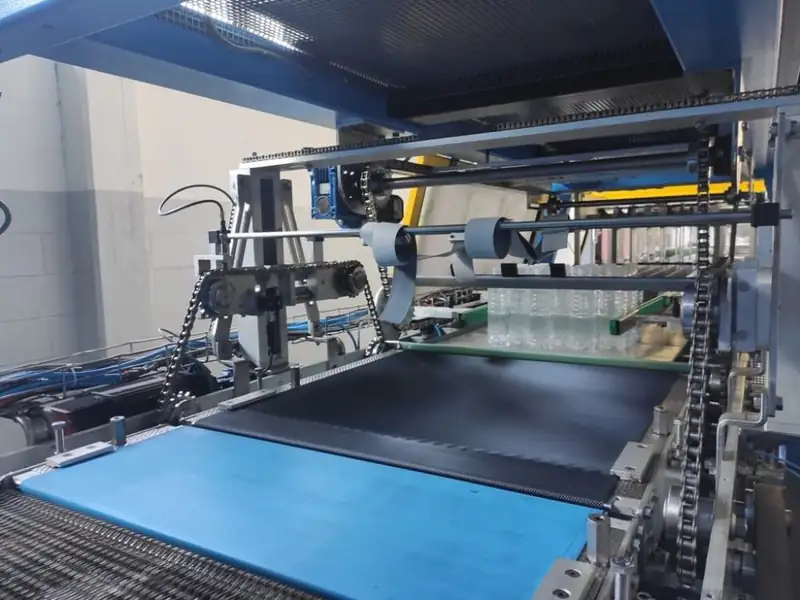
Fardeleuses SMI GROUP SK 602P
Vendue
Fabricant:
SMI GROUP
Modèle:
SK 602P
Année:
1999
Vitesse:
80000 Bouteilles par heure
Produits:
Alcool, Bière, Boissons non alcoolisées, Champagne, Détergents, Eau, Eau pétillante, Esprits, Huile, Jus, Laitier, Thé, Vin, Vin pétillant, Vinaigre
Détails
Dimensions:
Largeur: 15480mm
Longueur: 1800mm
Taille: 2500 mm
Des dispositifs de sécurité:
Oui
Manuels:
Oui
Type de film:
Neutre
Plateau:
Disponible
Type de exploitation:
Automatique
Fonctionne avec des films imprimés:
Oui
Type d’alimentation de la machine:
Droit
Paquets/minute:
120
Fardeleuses
Réf: FA30
Fardeleuses SMI GROUP SK 602P
Vendue
Fabricant:
SMI GROUP
Modèle:
SK 602P
Année:
1999
Vitesse:
80000 Bouteilles par heure
Produits:
Alcool, Bière, Boissons non alcoolisées, Champagne, Détergents, Eau, Eau pétillante, Esprits, Huile, Jus, Laitier, Thé, Vin, Vin pétillant, Vinaigre
Demander des renseignements
De plus amples informations, photos et mises en page sont disponibles pour chaque machine. Cliquez sur "Demander des informations" au cas où vous auriez besoin de plus de données.
DISCLAIMER : L'état de fonctionnement de chaque machine est surveillé mensuellement. Par conséquent, nous mettrons rapidement à jour l'état actuel de la machine uniquement au moment de votre demande.
Description
- Chassis en acier sablé et vernissé à poudre
- La machine est équipée de portes de protection coulissantes en aluminium anodisé et de forme arrondie, qui permettent d’intaller tous les moteurs (à basse consommation d’énergie) en position extérieure par rapport aux unités mécaniques qu’ils conduisent. Le système de fermeture des portes est équipé d’un dispositif de freinage, qui ralentit la phase finale de la course et qui accompagne la porte de façon harmonieuse
- Dispositif de regroupement du produit en mode continu, avec doigts en matière plastique synchronisés électroniquement
- Roulements lubrifiés à vie
- Convoyeur d’entrée avec chaînes en matière thermoplastique à faible coefficient de friction et système motorisé de guides de canalisation oscillantes
- Magasin cartons situé sous le convoyeur d’entrée, réglable selon les dimensions des cartons
- Dispositif de préhension des cartons, du type rotatif continu, doté de ventouses d’aspiration
- Le déroulement des bobines de film placées dans la partie inférieure de la machine est commandé par un moteur “brushless”, qui assure une tension précise et constante du film. Les bobines sont deux: une en travail et une à l’arrêt. La jonction du film à la fin de la bobine a lieu au moyen d’une barre de soudure manuelle et la machine dispose d’un chariot spécial à faciliter le remplacement des bobines. Les broches porte-bobine ont blocage pneumatique et, quand le film de la bobine est épuisé, un dispositif spécial intervient pour arrêter la machine
- Avant que le paquet entre dans le tunnel de thermorétraction, le film est coupé par un couteau motorisé équipé de lame motorisée, enroulé autour du groupe de récipients et superposé à la base de l’emballage. Le réglage de la longueur du film est électronique
- Groupe couteau compact avec lame de coupe du film gérée par un moteur brushless à transmission dirècte “direct-drive”
- Dispositif automatique de centrage du film imprimé pourvu de spot de repère
- Armoire électrique de la machine, doté de conditionneur
- Le tunnel de thermorétraction adopte des solutions techniques avancées pour réduire la consommation d’énergie et assurer la compatibilité environnementale las plus haute des processus. Le convoyeur du tunnel est muni de barres en fibre de verre, avec des chaînes latérales de remorquage (®SMI ). Graçe à une analyse minutieuse des phénomènes thermodynamiques générés par le processus de thermorétraction, le tunnel gère de manière efficace et homogène la distribution des flux d’air chaud tout au long de la surface de l’emballage en formation, assurant la qualité finale de l’emballage réalisé. Les résistances de thermorétraction sont placées sur les parois latérales du tunnel