



































PET-Blasmaschine
Ref: SO36Gebrauchte Blasformmaschine Sipa SFR 16
Details
Ähnliche Maschinen









Beschreibung
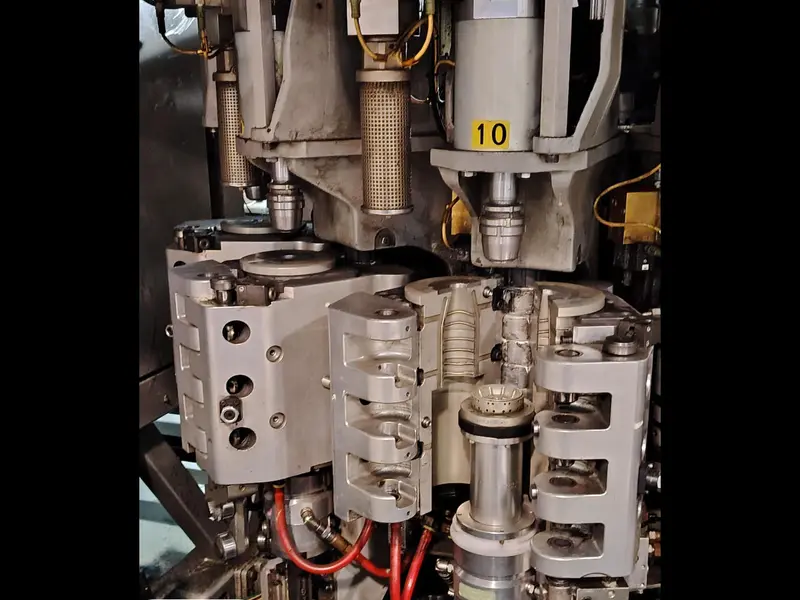
Gebrauchte Blasformmaschine Sipa SFR 16
Bewertung des Heizsystems und der Preform-Zuführung
Zunächst ist eine umfassende Evaluierung des gesamten Ofensystems mit Umdrehrampen und Spannradführungen unerlässlich, um einen effizienten und nahtlosen Flaschenformprozess zu gewährleisten.
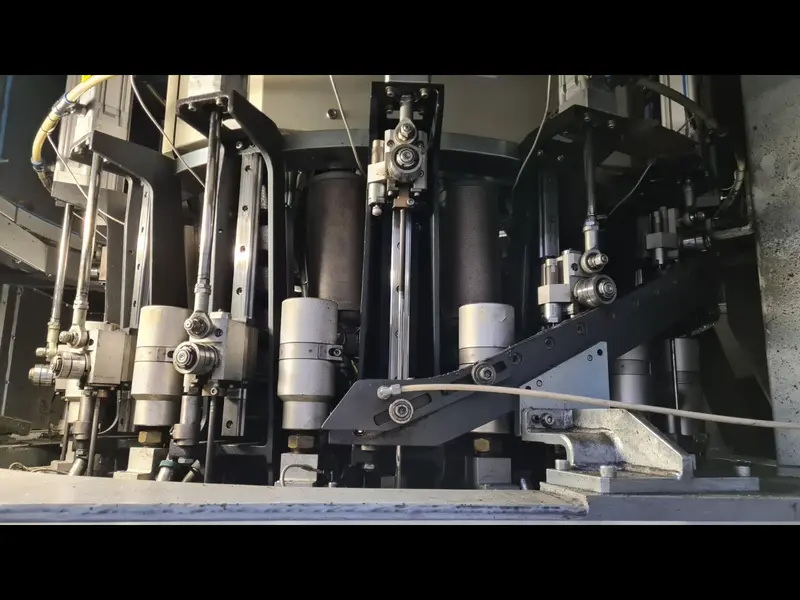
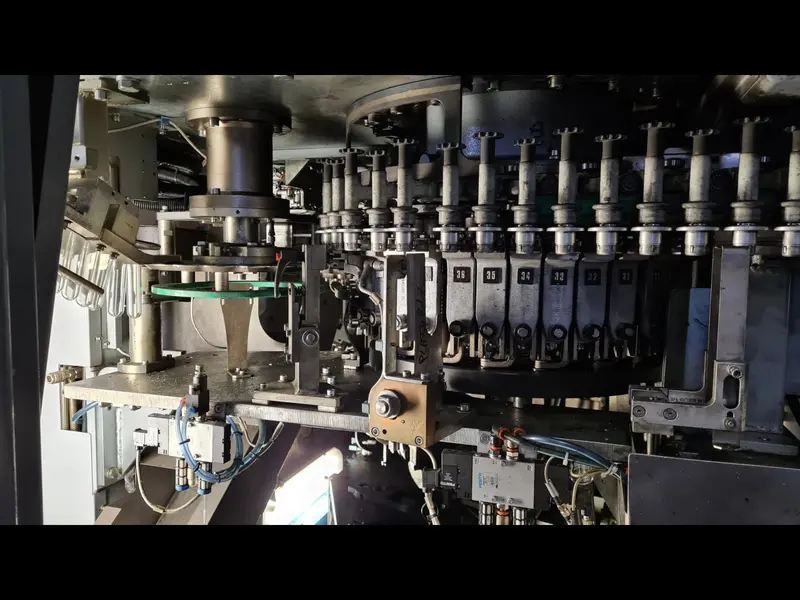
Evaluierung von Transferarmen und Nocken des Sipa-Gebläses
Ein unverzichtbarer Aspekt betrifft die Prüfung von Transferarmen und -nocken. Diese Komponenten spielen eine entscheidende Rolle bei der Aufrechterhaltung eines kontinuierlichen und ununterbrochenen Produktionsflusses. Darüber hinaus ist eine sorgfältige Prüfung ihrer Funktionalität unerlässlich, um die Qualität und Präzision des Blasformprozesses zu erhalten.
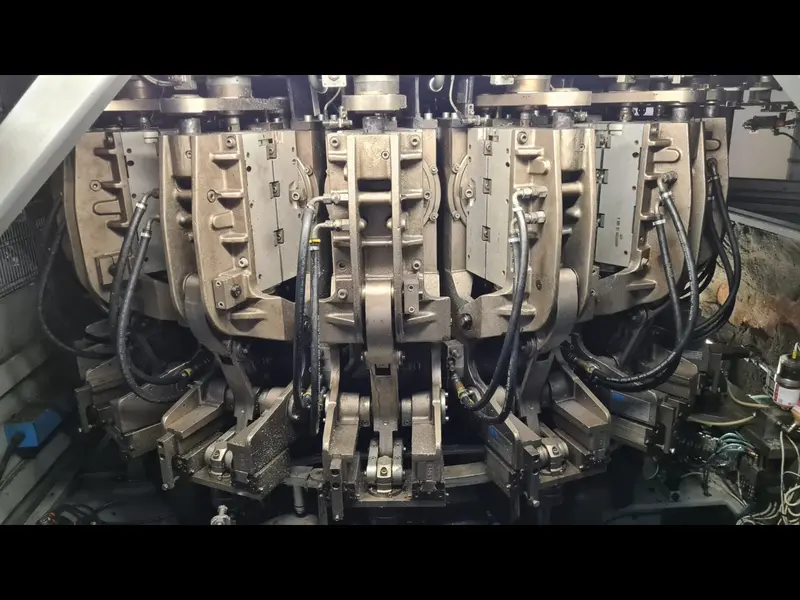
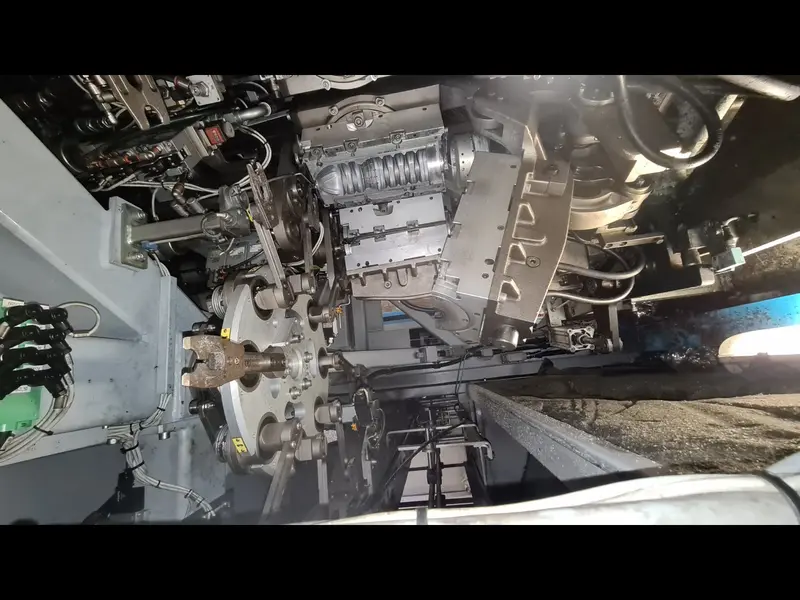
Zustand der Formen und des Streckmechanismus
Gleichermaßen wichtig ist die Beurteilung des Zustands von Schimmelpilzen und des Streckmechanismus. Die Genauigkeit und Integrität der Formen sind entscheidend für die Herstellung einwandfreier, qualitativ hochwertiger Flaschen. Daher ist eine gründliche Bewertung dieser Komponenten unerlässlich, um einen optimalen Betrieb der Maschine zu gewährleisten.
Untersuchung von Wasser- und Luftkreisläufen im Sipa-Gebläse
Anschließend wird die Integrität von Wasser- und Luftkreisläufen, integralen Komponenten für die Preformkühlung und die Druckregelung während des Blasformprozesses, unter die Lupe genommen. Die Gewährleistung einer ordnungsgemäßen Wasser- und Luftzirkulation ist entscheidend für die Aufrechterhaltung stabiler Arbeitsbedingungen und die Gewährleistung der Qualität des Endprodukts.
Technische Spezifikationen und weitere Details
In Bezug auf die technischen Spezifikationen werden relevante Details zu den verfügbaren SKUs und dem Gewicht der PET-Preforms pro SKU bereitgestellt. Konkret beträgt das Gewicht für 0,5 l 14 g, für 1,0 l 26 g, für 1,5 l bleibt es bei 26 g und für 2,0 l liegt es zwischen 29 und 31 g. Es ist wichtig zu beachten, dass die vorhandenen Formen des Sipa-Gebläses nicht mit der Maschine geliefert werden. Der Ersatz liegt im Ermessen des Käufers. Zusätzlich wird der Preform-Hals als Corvaglia 28 spezifiziert. Zu den weiteren technischen Details gehören die Identifikation des Schaltschranks und der Bedienfeld-SPS des Sipa-Gebläses als Siemens S7 sowie die Gesamtzahl der Kavitäten, die sich auf 16 beläuft.
Wichtigste Beobachtungen zum
Blasmaschinenofen und zum Preform-Einlauf
Zustand der folgenden Bereiche:
Ofen, Wenderampen _ Führungs- und Spannrad
Heizmodule, Ofenbelüftung und Kühlschild
Transferarme und Nocken
Formen und Streckmechanismus
Wasser- und Luftkreisläufe
All dies ist in hervorragendem Zustand
Anzahl der SKUs und Gewicht des PET-Preforms pro SKU
0,5 L: 14 g
1,0 L: 26 g
1,5 L: 26 g
2,0 L: 29-31 g
Die vorhandenen Formen werden zusammen mit der Maschine geliefert.
Aktuelle Flaschenzeichnungen können ebenfalls geliefert werden.
Sie werden sie ersetzen, wenn Sie etwas anderes wollen.
Preform-Hals
Alaska 3-fach
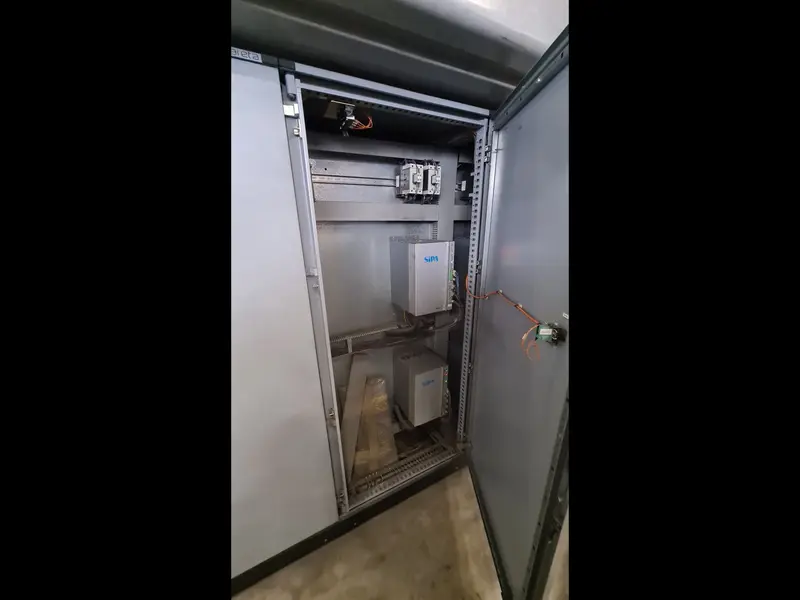
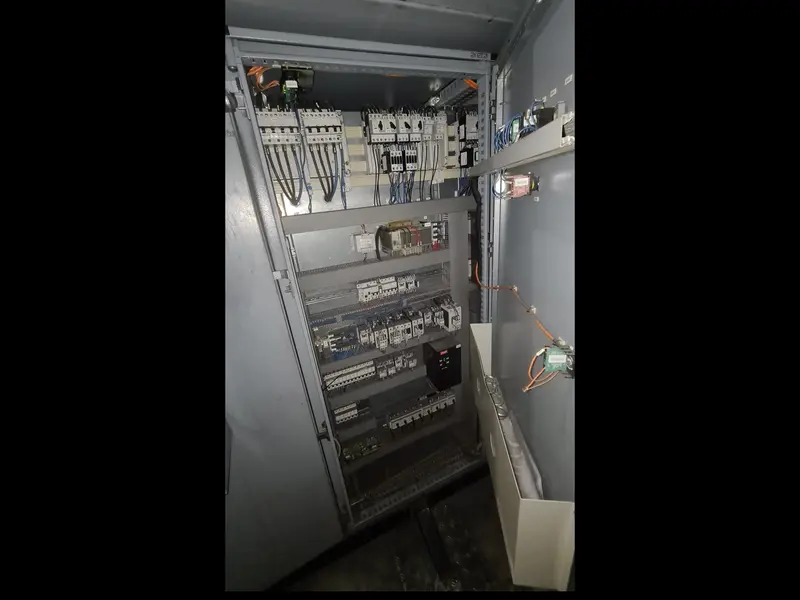
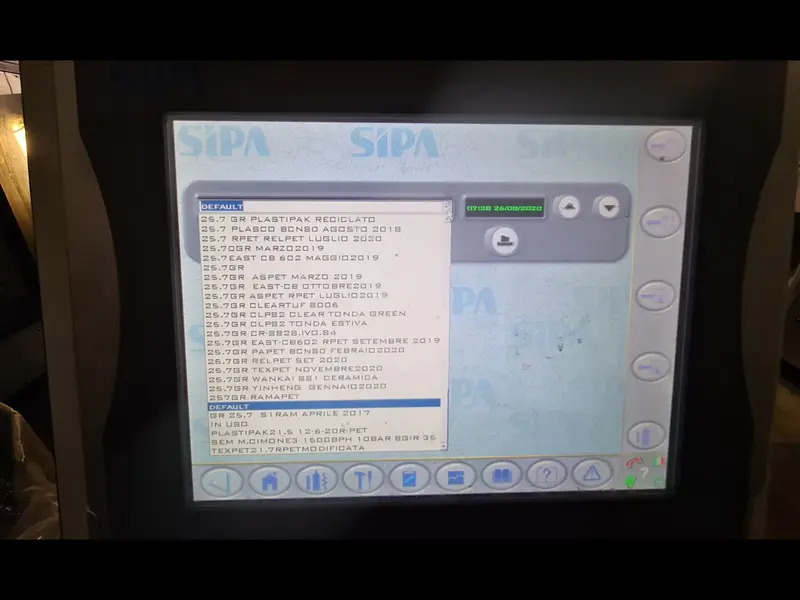
Schaltschrank und Steuerschrank
SPS: Siemens S7, hervorragender Gesamtzustand